(Cincinnati, OH) Performance Plastics – Problem Solved – today announced the launch of its newly designed website www.performanceplastics.com to provide customers more relevant and easier to find information on thermoplastic high-performance polymers for the aerospace, medical and diversified industrial markets.
Since 1982, Performance Plastics, has partnered with its customers to leverage the performance advantages of high temperature thermoplastics. We have extensive experience injection molding materials such as Peek, Torlon, various fluoropolymers (e.g. PFA, FEP, PVDF, ETFE, etc.) and other high performance thermoplastic compounds. Further, our company is one of the few able to injection mold fluoropolymers using 8 cavity, high volume molds with hot runner systems to produce thin-walled intricate parts.
The purpose behind the new look and feel of the Performance Plastics website is to provide innovative resources and information to clients. The website provides information and news that illustrate that Performance Plastics is at the forefront of industry trends and technology.
The new website features a comprehensive ecommerce portal for our EnduroSharp® patented line of Torlon® Aircraft maintenance tools. The ecommerce application features a convenient user-friendly shopping experience which includes 24/7 service, order tracking, order history with reorder functionality.
“This new website for Performance Plastics properly aligns with our company vision for growth and expansion in the future.” – Rich Reed, Vice President of Sales and Marketing at Performance Plastics.
Performance Plastics is a custom precision injection molder of high performance, tight tolerance thermoplastic components. We specialize in geometrically complex precision parts that consist of chemically inert materials.
Performance Plastics specializes in precision injection molding of high-performance plastics. Our precise production process gives us the ability to injection mold difficult polymers, producing high quality thermoplastic products.
High performance plastic materials, such as PAI (Polyamidimide) Torlon®, possess ideal properties when it comes to molding for strength and durability. Recognized as one of the highest performing thermoplastic materials, Torlon® exhibits greater compressive strength and impact resistance than other high-performance plastics. Torlon’s high creep resistance and extremely low coefficient of linear thermal expansion (CLTE) provides excellent thermal stability. This provides for creating manufactured parts that exhibit high levels of tensile strength, friction wear, compression strength, and rigidity, ensuring exceptional mechanical loading capabilities up to 525°F (275°C).
At Performance Plastics, we are experts in injection molding, specializing in high performance plastics. High performance plastics, such as Torlon®, can be extremely difficult to injection mold due to the polymers unique structure. Torlon® is a reactive polymer, which can cause complications during the injection molding process. A specific set of conditions, equipment, and processing procedures must be followed to effectively injection mold Torlon®. Our proprietary tool design software, processes and equipment enables us to injection mold components having complex geometries made from challenging ultra, high-performance thermoplastic materials and reinforced compounds.
We utilize a unique combination of extensive material knowledge, mold flow analysis, a design system and process expertise to eliminate or minimize the need for secondary operations. Our expertise in process control allows us to effectively injection mold Torlon® in parts with extremely tight tolerances. This gives us the ability to provide you with an injection molded part made from the highest strength and stiffness of any commercial thermoplastic.
Torlon® is one of the many high performance polymers Performance Plastics offers. For more information on Performance Plastic’s capabilities, please contact Rich Reed, our Vice President of Sales and Marketing at 513.321.8404 or email at [email protected].
EnduroSharp® has changed the way aerospace maintenance professionals remove sealants and adhesives from substrates and fasteners. EnduroSharp® tools are made from Torlon®, a high strength polymer, creating a non-metallic gap blade tool that will not damage composite structures during use. The EnduroSharp® lineup consists of a variety of scraper blades, gap blades, reamers, cutters, bits, and discs for removal of adhesives on aircrafts. The product line includes a variety of kits containing all the parts and sizes.
Gap blades are designed for use in smaller spaces where scraper blades are too large. With a multi head edge, they are a quick, safe and effective method of removing gap materials, sealants and adhesives from composite structures.
The EnduroSharp® Gap Blade & Holder Kit is one of the most popular kits offered.
This Kit contains:
15 EnduroSharp® Torlon® Gap Blades – 1 each of EnduroSharp® part numbers:
TGB-75-75, TGB-75-16, TGB-75-25, TGB-10-75, TGB-10-16, TGB-10-25, TGB-12-75, TGB-12-16, TGB-12-25, TGB-17-75, TGB-17-16, TGB-17-25, TGB-23-75, TGB-23-16, and TGB-23-25), 1 each, “Pocket” Scraper Blade Holder (Part Number: ESSBH002), and 1 each, Standard Scraper Blade Holder (Part Number: ESHH003). The blades slide and lock into the detent pin of the standard gap holder handle, to easily alternate between the sizes as needed.
The EnduroSharp® Gap & Holder kit is just one of the many kits offered in the EnduroSharp® Product line. Contact Rich Reed for our Vice President of Sales and Marketing, at (513) 321-8404 or [email protected], more information on our EnduroSharp® kits and products
Come See Our New EnduroSharp(R) ABNIR “Fly Away” Compact Surface Prep Kit at MRO Americas
Performance Plastics – Booth 606 MRO Americas – Orlando FL – April 27th thru April 29th
EnduroSharp(R) has changed the way aerospace maintenance professionals remove sealants and adhesives from substrates and fasteners.
EnduroSharp® tools are made from Torlon®, a high strength polymer, creating non-metallic tools that will not damage composite structures during use.
The new, ABNIR “Fly Away” Compact Surface Prep Kit features a selection of commonly used tools with an improved design. Featuring a smaller, compact case, it is easier to store and is an efficient tool kit for aircraft maintenance. The tools are ideal to remove adhesives, sealants and coatings from aircraft structures.
The patented EnduroSharp® lineup consists of a variety of scraper blades, gap blades, reamers, cutter, bits, and discs for removal of substances on aircraft, windmill blades, boat/marine and automotive.
Performance Plastics is a custom precision injection molder of high performance, tight tolerance thermoplastic components. We specialize in geometrically complex precision parts that consist of chemically inert materials. Our expertise led to the development of our patented EnduroSharp® line of Aircraft Maintenance Tools.
For more information on the Enhanced EnduroSharp® Pocket Handle, or any of our EnduroSharp® product line, please contact Rich Reed at [email protected] or our website at www.performanceplastics.com.
https://performanceplastics.com/wp-content/uploads/ESNSP-FA-002.jpg960960Aileen Crasshttps://performanceplastics.com/wp-content/uploads/Performance-Plastics-logo-PNG-150.pngAileen Crass2021-04-21 09:18:312021-12-30 19:35:48Come See Our New EnduroSharp(R) Products at MRO Americas 2021
Plastic injection molding continues to become more and more sophisticated with part tolerances becoming tighter and tighter. Initially, tight tolerance was defined as +/-.002 inches (0.0508 mm) and a very tight tolerance is +/-.001 inches (0.0254 mm) But today there are many factors that impact tight tolerance including part complexity and size, resin selection, tooling, and process conditions. So, getting the mold, part design, material selection and process correct is crucial when working with a product that requires tight tolerances.
Tight tolerances are essential when manufacturing complex parts, especially in the aerospace & defense, medical & life sciences, and diversified industrial sectors. A few thousandths of an inch can be the difference between a component that fits and one that does not – if tight tolerances are not achieved properly the resulting products may underperform. So, it is critical that clients understand tight tolerances and their underlying objectives. Performance Plastics has parts in production that are +/-.0004 inches (0.01016 mm). Parts are measured in their Metrology lab with a CT Scanner. Engineers use Zeiss metrology equipment to analyze every aspect of parts and the problem at hand, not just the data on the part dimensions and the dimensional tolerances.
Benefits of Tight Tolerances
There are many benefits to manufacturing parts with tight tolerances. It ensures that parts work together smoothly and fit as intended in their final form; parts mesh well and deliver enhanced functionality. They produce lower failure rates and result in higher client satisfaction. Tight tolerances can also result in fewer post-molding processing requirements. Additionally, tight tolerances allow for parts to be transitioned from metal to plastic, reducing overall weight and cost of the final product. This can be very advantageous in some industries, such as aerospace and defense.
Design for Tight Tolerances
Not every plastic injection molding project requires tight tolerances, and some organizations insist on tight tolerances for non-critical features. Tight tolerance should only be required in instances where they are critical. Many products require standard tolerancing because the consequences of failure are low. As a general rule, designers should keep tolerances as large as possible while maintaining the desired functionality of the part.
Materials for Tight Tolerances
Additionally, material selection is a critical element in achieving tight tolerances. Certain resins perform better under certain circumstances. An experienced design engineer can guide a client in choosing the most affordable material that will deliver the best result. So, it’s critical to bring in an experienced team early in the design process.
By engaging a production team during the design phase, part functionality, material selection and design can be discussed upfront, and the team can jointly develop a manufacturing process and correct materials that will produce high-precision components. It is crucial for organizations to partner with an experienced injection molder, who has expertise; the design and manufacturing teams should be integrated to allow manufacturability issues to be identified and addressed during the design process – thus saving significant time and unnecessary cost.
Establishing the right process and correct materials for each product and developing repeatability are key to manufacturing tight tolerance parts. While every application is different, there are some process and material conditions that impact tolerances. For example, quick cavity filling and uniform cooling at the desired temperature are conditions that are crucial to achieving repeatability, and thus, parts with tight tolerances.
Plastic injection molding continues to become more and more sophisticated with part tolerances becoming tighter and tighter. Initially, tight tolerance was defined as +/-.002 inches and a very tight tolerance is +/-.001 inches. But today there are many factors that impact tight tolerance including part complexity and size, resin selection, tooling, and process conditions. So, getting the mold, part design, material selection and process correct is crucial when working with a product that requires tight tolerances.
Tight tolerances are essential when manufacturing complex parts, especially in the aerospace & defense, medical & life sciences, and diversified industrial sectors. A few thousandths of an inch can be the difference between a component that fits and one that does not – if tight tolerances are not achieved properly the resulting products may underperform. So, it is critical that clients understand tight tolerances and their underlying objectives. Performance Plastics has parts in production that are +/-.0004 inches. Parts are measured in their Metrology lab with a CT Scanner.
Benefits of Tight Tolerances
There are many benefits to manufacturing parts with tight tolerances. It ensures that parts work together smoothly and fit as intended in their final form; parts mesh well and deliver enhanced functionality. They produce lower failure rates and result in higher client satisfaction. Tight tolerances can also result in fewer post-molding processing requirements. Additionally, tight tolerances allow for parts to be transitioned from metal to plastic, reducing overall weight and cost of the final product. This can be very advantageous in some industries, such as aerospace and defense.
Design for Tight Tolerances
Not every plastic injection molding project requires tight tolerances, and some organizations insist on tight tolerances for non-critical features. Tight tolerance should only be required in instances where they are critical. Many products require standard tolerancing because the consequences of failure are low. As a general rule, designers should keep tolerances as large as possible while maintaining the desired functionality of the part.
Materials for Tight Tolerances
Additionally, material selection is a critical element in achieving tight tolerances. Certain resins perform better under certain circumstances. An experienced design engineer can guide a client in choosing the most affordable material that will deliver the best result. So, it’s critical to bring in an experienced team early in the design process.
By engaging a production team during the design phase, part functionality, material selection and design can be discussed upfront, and the team can jointly develop a manufacturing process and correct materials that will produce high-precision components. It is crucial for organizations to partner with an experienced injection molder, who has expertise; the design and manufacturing teams should be integrated to allow manufacturability issues to be identified and addressed during the design process – thus saving significant time and unnecessary cost.
Establishing the right process and correct materials for each product and developing repeatability are key to manufacturing tight tolerance parts. While every application is different, there are some process and material conditions that impact tolerances. For example, quick cavity filling and uniform cooling at the desired temperature are conditions that are crucial to achieving repeatability, and thus, parts with tight tolerances.
Performance Plastics is highly skilled at designing and molding using high performance materials such as PEI-Ultem®, PAI-Torlon®, Ryton® PPS Plastic, PEEK, and Fluoropolymers such as FEP, PFA, and PVDF. We work with our customers to solve technically challenging problems. We can propose materials to implement part functionality in the design stage of development. We offer manufacturing solutions such as a clean room, the ability to offer direct gating of fluoropolymers, high volume production, visual inspection, and automated facilities.
For more information and solutions, please contact Rich Reed, Vice President of Sales & Marketing at 513-321-8404 or email [email protected]
For decades, maintenance personnel have searched for a non-metallic scraper tools or sealant remover tools that could hold an effective edge, but not damage aircraft structures, like composite and aluminum.
That’s why Performance Plastics created the patented EnduroSharp® line of Torlon® Maintenance Tools. Suitable for aircraft, automotive, marine and windmill structures, these nonmetallic scraper tools hold a superior edge and are extremely durable for removing sealants, adhesives, and coatings. What’s more, maintenance personnel no longer have to resort to sharpened putty knives, scribes, and utility blades.
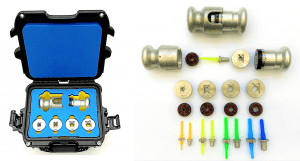
EnduroSharp® is pleased to announce our new and improved Nutplate Abrasion Tool (NAT). An alternative to traditional abrasion methods, this tool was specifically designed to allow maintainers to quickly abrade the bond surface of CR series nutplates. The tools radially abrade the bond surface of the nutplate, ensuring that 100% of the bond surface is abraded uniformly in a manner of minutes.
The NAT kit consists of six components:
One each upper handle (top)
One each lower handle (base)
Four each nutplate base inserts
The NAT kit is available with a convenient carrying case. The rugged case comes with a high-density custom foam insert for easy inventory and protection.
For more information and solutions, please contact Rich Reed, Vice President of Sales & Marketing at 513-321-8404 or email [email protected]
When trying to choose the correct polymer for your application, understanding the materials can help you make your decision. For parts that require superior strength and durability, Ultem® is often a great choice.
Ultem® is a semi-transparent high strength plastic material that can operate in high service temperature environments. It is the ideal choice for demanding, high heat applications and can withstand continuous operating temperatures of 340 degrees F while maintaining strength and rigidity.
Ultem® is a member of the PEI (polyetherimide) family of thermoplastic resins. It provides a unique balance of mechanical properties and processability that gives engineers superior flexibility and freedom in design. Ultem is available in a variety of grades that provide enhanced chemical, heat, and elasticity benefits. It also features high tensile strength, stiffness, strength to weight ratio and dimensional stability.
Ultem® is the high-performance polyetherimide material of choice for many aerospace, aircraft, medical and pharmaceutical applications, including medical components. It offers exceptional mechanical properties and exhibits natural flame resistance and extremely low smoke generation.
Heat, solvent and flame resistant
High dielectric strength and stability
Excellent mechanical properties
Rigid and strong
Exceptional resistance to environmental forces
Performance Plastics is highly skilled at designing and molding using high performance materials such as Ultem®, Torlon®, PEEK, POM, and PPS. We work with our customers to solve technically challenging problems. We can propose materials to implement part functionality in the design stage of development. We offer manufacturing solutions such as a clean room, the ability to offer direct gating of fluoropolymers, high volume production, visual inspection and automated facilities.
For more information and solutions, please contact Rich Reed, Vice President of Sales & Marketing at 513-321-8404 or email [email protected]
Insert Molding and Overmolding are very similar processes, but there are distinct differences between the two techniques. Insert molding is a slightly faster one step process because two plastic materials are molded at the same time, while overmolding is a two-step process where two separately molded parts are combined to enhance the parts performance.
Insert molding is a process which adds metal parts to injection molded parts during molding rather than after the parts have cured. This reduces the time for post-molding manufacturing/assembly operations. Inserts are placed into the mold cores or cast into the molds themselves. After the mold closes, plastic pellets are plasticized in the injector barrel and shot into the mold, the plastic material flowing around the captured inserts. Once the plastic hardens, the pieces are ejected from the mold, with the inserts now enclosed in the parts. Insert molding is a single-shot process
Insert molding is a common manufacturing method for producing connectors, electronic sockets, in addition to in making parts that are assembled with threaded fasteners. Insert molding is used to provide protective surfaces on many aerospace, defense, and medical/surgical devices.
Insert molding is also the term used to describe the overmolding technique of adding a layer of plastic material onto an existing metal or plastic part. Here, also, the metal or plastic part is placed into a single-shot injection mold and the over-mold material is injected around it.
Overmolding is an advanced plastic injection technique that creates parts from two or more materials. Typically referred to as “in-mold assembly”, overmolding can be facilitated by either using the insert molding technique, or a multi shot molding technique.
Plastic overmolding, sometimes called multi-shot molding, adds additional material such as thermoplastic elastomer (TPE). Multi-shot molding is usually performed by way of multi-barrel injection molding machines, the process adding additional material shortly after the base is formed to create strong bonds between materials. Plastic overmolding serves to eliminate steps in the manufacturing process while creating enhanced injection molded products.
Depending on the materials selected for the base and the over-mold, materials may be bonded chemically or mechanically. Inserts made of brass are common, but steel and stainless steel are also used. Many of the inserts are knurled on the outside or have special shapes that hold the insert in place. Among the many materials that are suited to overmolding, polycarbonate, ABS, Ultem, and nylon. Over-mold materials include PEEK (Polyetheretherketone), FEP & PFA Fluoropolymers, (Neoflon, Polyflon) and PEI (Polyetherimide) Ultem.
Multi-shot overmolding has many applications such as medical instruments where it can provide enhanced grip, sterilization, moisture protection, and so on. Automobile and Aerospace manufacturers use overmolding to reduce the need for additional assembly steps that would require using adhesives.
Insert Molding and Overmolding are very similar but have distinct differences. Insert molding is a one step process, while overmolding is a two-step process where two separately molded parts are combined to enhance the parts performance.
The Lithium Ion Battery industry has begun using more and more plastic parts in their manufacturing processes. Most batteries intended for light vehicle usage now have 50% more plastic materials than they did even 10 years ago. Some batteries have entirely plastic formulations ranging from the electrolyte (polymeric electrolytes) to the casing. This is due to the very low weight of plastics as compared to metals. Plastic incorporation in batteries increases the electrolyte efficiency if used in polymeric electrolytes.
Commercially available lithium-ion batteries also use plastics. Plastic components incorporated in batteries include separators, gaskets, and casing components. Plastics have good shock absorbing characteristics and prevent damage to the basic cell unit from minor accidental shocks. Also, plastics such as Teflon® PFA, Ultem® PEI, and PPSU have high temperature resistance, corrosion resistance, and are electrical insulators so they are excellent at preventing short-circuit and “rapid disassembly.”
There has been a major shift from metal to resins in gasket manufacturing. Gaskets can be made from Ultem®, Ryton plastic and Fluoropolymers like PFA because of high heat resistance, chemical resistance, and ability to mold thin walls (.012”). Plastic parts may also lower the cost of production of batteries and may eventually replace most metallic components of batteries.
Performance Plastics is highly skilled at designing and molding high performance materials such as FEP/PFA, Ultem®, Torlon®, PEEK, POM, and PPS. We work with our customers to solve technically challenging problems. We can propose materials to implement part functionality in the design stage of development. We offer manufacturing solutions such as a clean room, the ability to offer direct gating of fluoropolymers, high volume production, visual inspection and automated facilities.
For more information and solutions, please contact Rich Reed, Vice President of Sales & Marketing at 513-321-8404 or email [email protected]
https://performanceplastics.com/wp-content/uploads/Performance-Plastics-logo-PNG-150.png00Aileen Crasshttps://performanceplastics.com/wp-content/uploads/Performance-Plastics-logo-PNG-150.pngAileen Crass2021-03-03 13:57:442022-02-28 15:40:29Injection Molded PFA & PPSU in the Lithium Ion Battery
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookie should be enabled at all times so that we can save your preferences for cookie settings.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.



 The Lithium Ion Battery industry has begun using more and more plastic parts in their manufacturing processes. Most batteries intended for light vehicle usage now have 50% more plastic materials than they did even 10 years ago. Some batteries have entirely plastic formulations ranging from the electrolyte (polymeric electrolytes) to the casing. This is due to the very low weight of plastics as compared to metals. Plastic incorporation in batteries increases the electrolyte efficiency if used in polymeric electrolytes.
The Lithium Ion Battery industry has begun using more and more plastic parts in their manufacturing processes. Most batteries intended for light vehicle usage now have 50% more plastic materials than they did even 10 years ago. Some batteries have entirely plastic formulations ranging from the electrolyte (polymeric electrolytes) to the casing. This is due to the very low weight of plastics as compared to metals. Plastic incorporation in batteries increases the electrolyte efficiency if used in polymeric electrolytes.


