Fluoropolymers are versatile materials that have revolutionized several key industries through their unique properties. These high-performance polymers, known for their resistance to heat, chemicals, and electrical conductivity, offer tailored solutions across the aerospace, medical, energy, semiconductor, and military sectors.
Aerospace
In the aerospace industry, fluoropolymers are crucial due to their exceptional thermal stability and resistance to harsh environmental conditions. Materials such as FEP and PFA are used in insulating wires and cables, ensuring reliable performance in extreme temperatures and pressures of space. Additionally, fluoropolymers’ low friction properties make them ideal for lubricants and coatings in aerospace components, reducing wear and tear and extending the lifespan of critical parts.
Medical
The medical field benefits immensely from fluoropolymers, particularly in applications requiring biocompatibility and sterilization. Polymers including PEEK are used in a variety of medical devices, including catheter coatings and surgical instruments, due to their ability to withstand repeated sterilization processes and their resistance to bodily fluids. Their non-reactive nature ensures that medical devices remain safe and effective, minimizing the risk of adverse reactions.
Energy
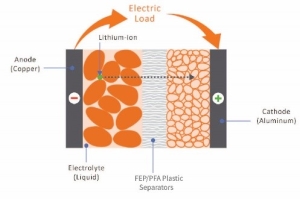
In the energy sector, fluoropolymers play a significant role in improving efficiency and safety. The chemical resistance of fluoropolymers like Torlon® makes them ideal for lining pipes and tanks used in handling aggressive substances, including acids and hydrocarbons. Additionally, fluoropolymer coatings are used to protect equipment from corrosion and wear, extending the service life of components and reducing maintenance costs. In renewable energy, these polymers enhance the performance and durability of solar panels and wind turbines by providing excellent weather resistance.
Semiconductor
The semiconductor industry relies on fluoropolymers for their role in manufacturing cleanroom environments and in the fabrication of electronic components. Their low outgassing properties and chemical inertness are crucial in preventing contamination in sensitive semiconductor processes. Fluoropolymers like injection molded PFA are used in everything from coatings on wafer carriers to insulators in electronic devices, ensuring precision and reliability in the production of high-tech components.
Military
In the military sector, fluoropolymers offer exceptional performance in demanding conditions. They are used in protective coatings for equipment and gear, providing resistance to chemicals, extreme temperatures, and abrasion. Fluoropolymers such as Ultem PEI also contribute to the development of advanced materials with specialized properties, such as stealth technology and advanced armor, enhancing the effectiveness and durability of military assets.
In conclusion, fluoropolymers are indispensable across various high-tech and demanding industries. Their unique properties—such as chemical resistance, thermal stability, and low friction—make them ideal for applications where performance and reliability are critical. As technology continues to advance, the role of fluoropolymers in these industries is likely to expand, driving innovation and ensuring that the needs of these sectors are met with cutting-edge materials.
Pexco specializes in fluoropolymers and has a staff of experts to assist you in material selection. For more information on how Pexco can assist you with your next project, please visit our website at www.pexco.com, or contact our office at 513.321.8404.